Le Polissage Electro-chimique
Principe :
L'état de surface détermine l'aspect, la fonction et la durée de vie des pièces métalliques. Le polissage et l'ébavurage électro-chimique (polissage électrolytique) améliorent toute une série de propriétés des surfaces métalliques.
L'application d'un courant continu provoque la dissolution du métal en surface sur une pièce reliée au pôle anodique et immergée dans un électrolyte spécifique. Le phénomène de dissolution est dirigé préférentiellement sur les micro-aspérités. La surface est nivellée et devient brillante. de ce fait on parle d'électro-polissage.
La structure macrogéométrique reste identique mais ses contours sont arrondis et la surface subit un nivellement. Les angles vifs et les saillies sont soumis à une attaque plus forte ce qui permet un ébavurage et un micro-ébavurage sur l'ensemble de la surface. Les résultats sont parfaitement reproductibles ce qui permet le traitement de pièces à tolérance limitée. L'électro-polissage provoque un dégagement d'oxygène, évite les inclusions d'hydrogène et la fragilisation des pièces.
Résultats :
Les surfaces métalliques ayant subi un traitement soit électro-chimique soit mécanique sont fondamentalement différentes. Une surface métallique soumise à l'usinage, fraisage, perçage, émerisage, polissage, subit des modifications de ses propriétés originelles. L'élévation de la température, la déformation de la pièce durant le traitement mécanique, provoquent des changements de structure, grossissement des cristaux et des tensions internes.
Contrairement à ces techniques, les procédés d'électropolissage ont pour effet d'enlever les couches superficielles sans provoquer de perturbations mécaniques, thermiques ou chimiques.
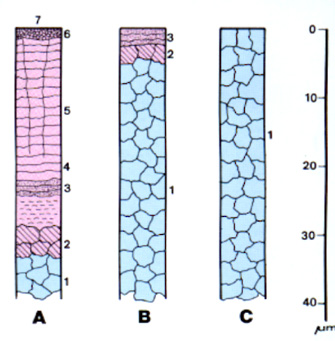
Le schéma ci-contre montre l'influence du traitement de surface sur l'épaisseur de la couche perturbée par une préparation mécanique (A : polie mécaniquement, B: laminée, C : électropolie.)
Où 1 : Austénite / 2 : Austénite et ferrite déformée à froid / 3 : Ferrite déformée à froid / 4 : Austénite déformé / 6 : Grains déformés et inclusion d'oxydes / 7 : différents oxydes.
Source : J. Wulff, The Metallurgy of Surface Finish, Cambridge/Mass.
Le polissage électrolytique supprime tous ces défauts et restitue les caractéristiques originales du matériau.
Les surfaces électropolies sont :
¤Exemptes d'impuretés et de tensions internes
¤Nivelées et exemptes de microfissures
¤Passives chimiquement
¤Exemptes de bavures, copeaux, paillettes, particules et inclusions gazeuses
¤Brillantes et décoratives.
Les surfaces électropolies sont remarquables pour :
¤L'amélioration de la tenue à la corrosion et l'augmentation de leur durée de vie
¤La réduction de la résistance au frottement
¤La facilité du nettoyage, la diminution d'adhérence des produits et du risque de germination microbienne
¤La diminution du risque de pollution radioactive et l'amélioration de la capacité de décontamination
¤La diminution des réactions catalytiques de surface
¤La facilité de dégazage des surfaces dans les installations de vide très poussé
¤L'amélioration des conditions d'électro-déposition
¤La facilité de soudage
¤Une réflectivité optimale
¤Une qualité de départiculation et leur stabilité pyrogénique
¤Le contrôle facilité grâce à l'enlèvement des couches perturbées et à la mise en évidence des défauts d'usinage et de fabrication.
 ?
?
