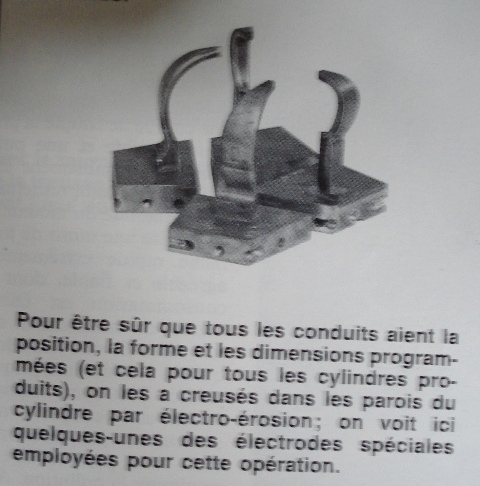
harrondo a écrit:Il existe trois types d'usinage par électro-érosion :
1.L'électro-érosion par enfonçage dans laquelle une électrode de forme complémentaire à la forme à usiner s'enfonce dans la pièce ;
2.L'électro-érosion par fil, où un fil conducteur animé d'un mouvement plan et angulaire découpe une pièce suivant une surface réglée ;
3.Le perçage rapide utilise une électrode tubulaire pour percer les matériaux très durs.

On sent tout la maitrise d'Hadrien, il connait vraiment tout sur tout c'est dingue ! Une vraie encyclopédie vivante !